+86-15769807688






Отвердитель для литья: экологичные тренды?
2026-03-04
Экологичные отвердители для литья — уже не просто тренд, а суровая необходимость, продиктованная не только нормативами, но и реальными проблемами в цеху: от запаха и безопасности людей до утилизации отходов. Многие до сих пор путают менее вонючее с экологичным, и вот тут начинается самое интересное, а порой и дорогое.
Что на самом деле скрывается за зеленым этикеткой?
Когда говорят про экологичные отвердители, первое, что приходит в голову — низкое содержание свободного формальдегида или его полное отсутствие. Это верно, но лишь отчасти. На деле, экологичность — это комплекс: летучие органические соединения (ЛОС) при смешивании и заливке, эмиссия в процессе отверждения, безопасность при контакте с кожей и, что часто забывают, поведение отходов литья — той самой отработанной смеси или пыли при дроблении стержней. Видел не одну попытку перейти на биоразлагаемые составы, которые в теории должны были меньше вредить природе. На практике же их кинетика оказалась настолько чувствительной к температуре в цеху, что брак по схватыванию перекрыл всю потенциальную выгоду.
Еще один распространенный миф — что любой отвердитель на основе, условно говоря, природных компонентов автоматически лучше. Работал с одной партией, позиционируемой как инновация на растительной основе. Да, запах был приятнее, но итоговая прочность стержня на скручивание просела процентов на 15, что для ответственного литья турбинных лопаток, например, совершенно неприемлемо. Пришлось срочно искать компромисс. Экологичность не должна идти вразрез с функционалом, иначе это просто маркетинг.
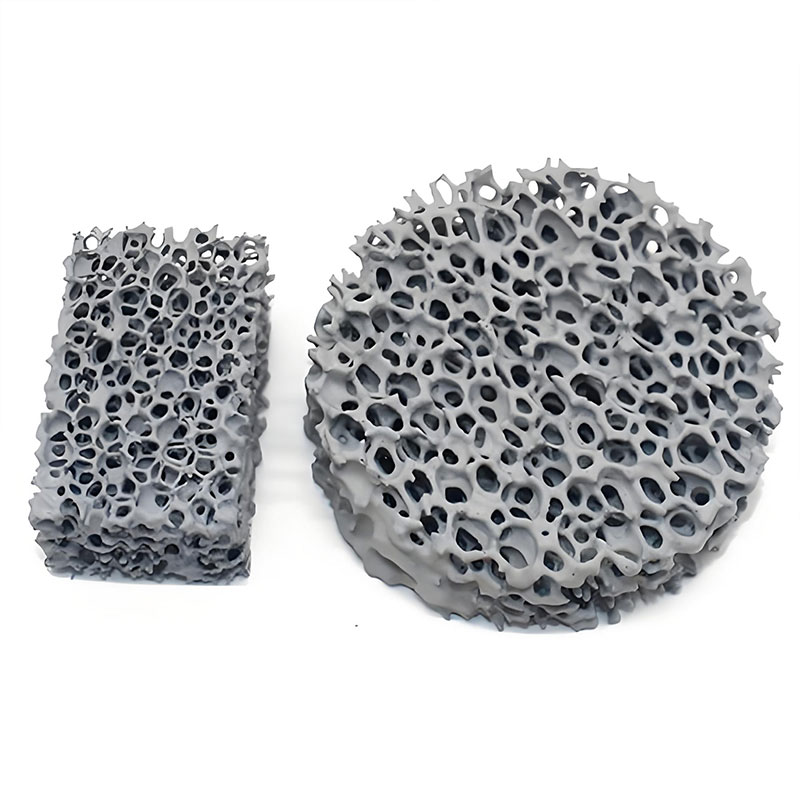
Здесь стоит отметить подход некоторых производителей, которые не просто убирают вредные компоненты, а пересматривают всю рецептуру. Например, компания ООО Шаньдун Баофэн Новые Материалы (https://www.cn-baofeng.ru), которая углубленно работает в сфере высококачественных смоляных материалов, в своих разработках делает акцент не только на снижении эмиссии, но и на стабильности технологических параметров. Их специализация на фурановых и фенольных смолах для литья, а также отвердителях для процессов типа Холодная оснастка как раз требует такого сбалансированного подхода, особенно когда речь идет о поставках для аэрокосмической отрасли или ветроэнергетики, где брак невозможен.
Кислотные отвердители: где искать баланс между силой и безопасностью?
В холодной оснастке доминируют, конечно, кислотные отвердители. Традиционные составы на основе органических сульфокислот — мощные, предсказуемые, но часто грешат агрессивными парами. Переход на более слабые или модифицированные кислоты — один из путей. Пробовали, например, системы с инкапсулированным отвердителем. Идея прекрасная: смешиваешь смолу и порошок, а реакция стартует только при определенном нагреве, минимизируя испарения на этапе приготовления. Но себестоимость стержня выросла в разы, да и технологический цикл литья пришлось перестраивать под нагрев оснастки, что для мелкосерийного производства оказалось нерентабельно.
Сейчас больше перспектив вижу в композитных отвердителях, где сильная кислота частично заменена сложными эфирами или другими активаторами. Они не так шипят при контакте со смолой, работа с ними комфортнее. Но и тут есть нюанс: время жизни смеси (pot life) может сократиться, а чувствительность к влажности наполнителя (песка) — возрасти. Приходится очень строго контролировать подготовку песка, иначе вариативность прочности по форме получается неприлично высокой. Это тот случай, когда экологичное решение требует повышенной технологической дисциплины.
Интересный кейс был с одного из заводов по производству литых автомобильных деталей. Они внедряли мягкую систему отверждения, чтобы улучшить условия труда в стержневом отделении. В итоге получили снижение выбросов ЛОС на 30%, что документально подтвердили замеры. Но обнаружили побочный эффект: при длительном хранении готовых стержней (более 10 суток) их поверхностная прочность начинала снижаться, что приводило к осыпанию при транспортировке. Проблему решили подбором специальной противопригарной обмазки, которая компенсировала этот недостаток. История показала, что переход на новый отвердитель для литья — это всегда системная задача.
Фенольные и фурановые системы: можно ли снизить аромат?
С фенольными смолами и их отвердителями история особая. Их букет знаком всем, кто работал в литейном цеху. Полностью убрать характерный запах, сохранив свойства, — задача почти невыполнимая. Но снизить концентрацию раздражающих компонентов — реально. Например, за счет перехода от традиционного гексаметилентетрамина (уротропина) в качестве отвердителя к более сложным, модифицированным аминам. Или за счет использования смол с высоким содержанием новолака, которые при отверждении дают меньше летучих побочных продуктов.
С фурановыми системами, которые критически важны для получения точных и прочных стержней, особенно в тяжелом и точном литье, ситуация схожая. Сам фурановый спирт обладает резким запахом. Работая над экологичностью, разработчики часто идут по пути создания смол с пониженным содержанием свободного фурфурола и спирта, а также подбирают такие кислотные катализаторы, которые обеспечивают полную полимеризацию с минимальными остаточными испарениями. Это как раз та область, где глубокие исследования, подобные тем, что ведет ООО Шаньдун Баофэн, приносят практическую пользу. Их акцент на инновациях и предоставлении превосходных решений для высокотехнологичного машиностроения, включая аэрокосмическую отрасль, где требования к материалу и условиям труда крайне высоки, говорит о многом.
На собственном опыте сталкивался с фурановой системой, где в качестве разбавителя/модификатора использовался не просто гликоль, а его производное с более высокой температурой кипения. В цеху стало заметно легче дышать, что сразу отметили операторы. Но пришлось скорректировать температуру сушки стержней, так как новый состав чуть медленнее отдавал влагу. Опять же, одно изменение тянет за собой цепочку других. Без проб и, честно говоря, без нескольких неудачных попыток не обойтись.
Утилизация: нерешенный вопрос, который становится ключевым
Самый больной вопрос, который часто отодвигают на второй план — что делать с отработанными стержнями и шламом? Самый экологичный отвердитель в мире теряет все свои преимущества, если отходы на свалке продолжают выделять что-то в грунтовые воды. Тренд — разработка таких систем, которые позволяли бы легко регенерировать песок или хотя бы безопасно утилизировать отходы.
Здесь интересны разработки в области отвердителей и смол, которые при высокотемпературном воздействии (например, в процессе выбивки из отливки или специальной термообработки) не просто разрушаются, а распадаются на соединения, нейтральные или легко улавливаемые. Слышал об экспериментах с добавками, которые способствуют хрупкому разрушению связки при нагреве, что улучшает регенерацию песка и снижает количество пылевидных отходов. Но пока это больше лабораторные испытания, до широкого цеха такие решения доходят медленно — мешает цена и необходимость модернизации оборудования.
Практический шаг, который уже можно делать — это тщательный контроль и сегрегация отходов. Стержни от разных смол и отвердителей утилизируются по-разному. Смешивая все в одну кучу, мы сводим на нет усилия химиков, создавших более зеленую формулу. Это организационный момент, но без него вся работа по подбору экологичных материалов идет насмарку.
Будущее: куда дует ветер (и не только в ветроэнергетике)
Взгляд вперед. Думаю, тренд будет развиваться в двух основных направлениях. Первое — дальнейшая точечная модификация существующих систем (фенольных, фурановых) для снижения эмиссии на всех этапах: от замеса до выбивки. Второе, более радикальное — поиск принципиально новых классов связующих, где отверждение идет, например, по физическому принципу (расплавы) или с использованием тихих катализаторов. Аддитивные технологии (3D-печать песчаных форм) здесь тоже вносят свой вклад, так как часто используют составы с меньшим количеством летучих веществ из-за специфики послойного склеивания.
Ключевым станет не просто создание зеленого продукта в лаборатории, а отработка полного технологического цикла с ним — от приемки сырья до утилизации отходов. Производителям, которые, как Шаньдун Баофэн, изначально ориентированы на инновации и комплексные решения для высокотехнологичных отраслей, здесь будет проще. Их опыт в обеспечении базовыми материалами для точного литья в аэрокосмической и автомобильной промышленности — хороший фундамент для такой работы.
Лично для меня главный индикатор — реакция людей в цеху. Если после внедрения новой системы мастер или оператор говорит: Да, работать стало легче, глаза не режет, — это порой важнее всех сертификатов. Но при этом отливка должна быть качественной, а процесс — управляемым. Поиск этого баланса между экологичностью, технологичностью и экономикой и есть основная работа сегодня. И она далека от завершения, тут есть где развернуться и где ошибиться, что, собственно, и делает процесс живым.