+86-15769807688






Фурановая смола: новые технологии литья?
2026-02-11
Фурановые смолы для литья — не новость, но вокруг них до сих пор ходит куча мифов. Многие до сих пор считают их чем-то вчерашним днем, слишком хлопотным или узкоспециальным. На самом деле, новые технологии приготовления смесей и литья медленно, но верно меняют картину. Я сам долго сомневался, пока не столкнулся с партией отливок, где только фуранка и вытянула. Речь не о революции, а об эволюции — где-то она уже незаменима, а где-то ее потенциал до сих пор недооценен. Попробую разложить по полочкам, исходя из того, что видел и с чем возился лично.
Что мы вообще имеем в виду под новыми технологиями?
Когда говорят новые технологии литья фурановых смол, часто рисуют в воображении что-то футуристическое. На практике все прозаичнее. Для меня это, в первую очередь, не какое-то одно чудо-оборудование, а комплексный подход: модификация самой смолы, новые системы отвердителей, точный контроль параметров смешивания песка и, что критично, — понимание процесса в связке с конкретным литьем. Например, та же компания ООО Шаньдун Баофэн Новые Материалы (https://www.cn-baofeng.ru), которая углубленно работает в сфере высококачественных смоляных материалов, делает упор именно на разработку решений под задачи, а не на продажу волшебного порошка. Их подход через инновации к предоставлению клиентам превосходных решений — это как раз про такие технологии.
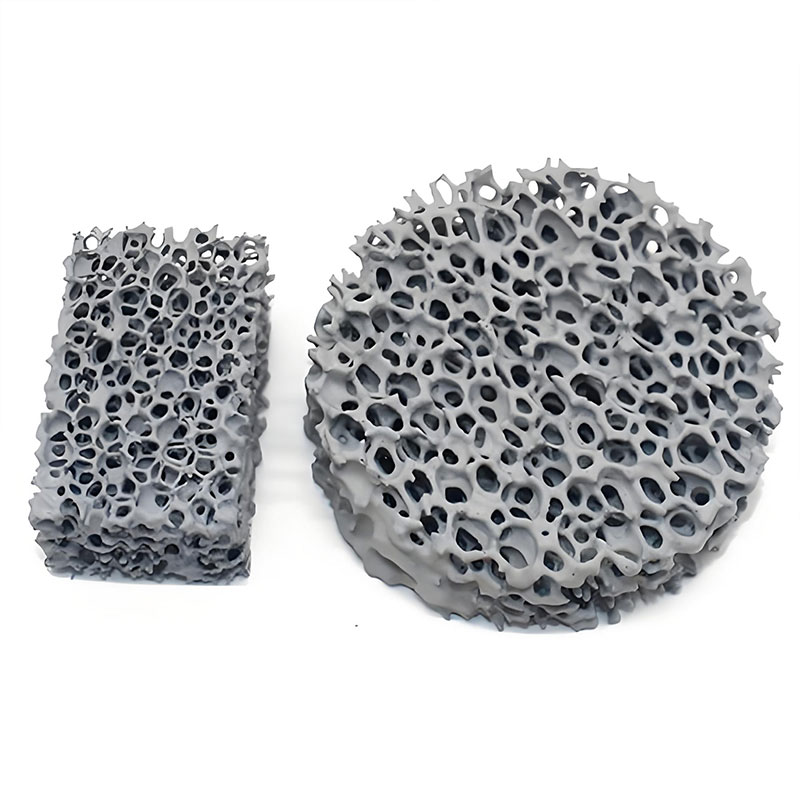
Раньше основная головная боль была с вязкостью и временем жизни смеси. Сделал — надо быстро использовать. Сейчас появились составы с улучшенной реологией. Они не просто текут лучше, а позволяют более плотно и равномерно заполнять сложную оснастку, особенно при производстве стержней. Это не голая теория — на деле это снижает брак по недоливам и раковинам в тонких сечениях. Но и тут есть нюанс: такая продвинутая смола часто требует и более точной дозировки кислотного отвердителя. Малейший перекос — и все преимущества нивелируются, а стержень может получиться или сырым, или пережженным.
Еще один пласт — это технологии смешивания. Холодное отверждение (процесс Холодная оснастка) само по себе не ново, но современные миксеры с точным термоконтролем и дозацией компонентов свели человеческий фактор к минимуму. Раньше мастер на глаз определял, когда смесь пошла, сейчас же параметры задаются, и повторяемость от партии к партии стала на порядок выше. Это и есть та самая новая технология на уровне цеха.
Где фуранка реально выигрывает, а где проигрывает
Главный козырь фурановых смол — это, конечно, стойкость к горячим трещинам и высокая точность размеров отливки. Для ответственного литья из высоколегированных сталей и чугунов с шаровидным графитом — часто безальтернативный вариант. Видел случаи, когда переход с другой связки на качественную фурановую смолу сокращал процент брака по трещинам вдвое. Но это при условии, что все остальные звенья технологической цепочки тоже на уровне.
А вот где часто ошибаются, так это в попытках применить ее для всего подряд. Для массового литья простых чугунных деталей она часто экономически неоправданна. Смола дороже, требует более агрессивных (и дорогих) отвердителей, да и утилизация отработанных смесей — отдельная история. Экономика должна считаться. Иногда клиенты приходят с запросом дать самую лучшую, самую прочную смолу, не понимая, что переплачивают за свойства, которые в их конкретной отливке просто не будут востребованы.
Отдельная тема — экология и условия труда. Пары фурфурола и кислотные пары от отвердителя. Новые технологии здесь — это и разработка смол с пониженным содержанием свободного фурфурола, и системы эффективной вентиляции на участке приготовления смеси и заливки. Без этого даже самая совершенная смола не сделает производство современным и безопасным. Это та цена, которую приходится платить за высокие характеристики.
Практические грабли: с чем сталкивался лично
Хочется поделиться парой учебных моментов. Один раз решили сэкономить и взяли фурановую смолу у непроверенного поставщика, подешевле. В паспорте все параметры были в норме. На деле время жизни смеси оказалось нестабильным: одна партия стержней схватывалась быстрее, другая — медленнее. В итоге — разнобой в прочности стержней, проблемы с выбивкой, поверхность отливок как апельсиновая корка. Выяснилось, что нестабильность была в сырье для самой смолы. С тех пор работаем только с надежными производителями, которые обеспечивают стабильность от партии к партии, как те же специалисты из Баофэн, которые специализируются на разработке и производстве новых материалов, а не на перепродаже.
Другой случай — несовместимость с красителями и противопригарными покрытиями. Казалось бы, мелочь. Но когда для важного заказа использовали новый, более эффективный противопригарный состав, стержни начали недотягивать по прочности на разрыв. Оказалось, растворитель в покрытии вступал в непредвиденное взаимодействие со связкой. Пришлось в экстренном порядке подбирать другой состав. Вывод: любую новинку, будь то смола, отвердитель или вспомогательный материал, нужно тестировать в комплексе, а не по отдельности.
И, конечно, человеческий фактор. Даже с автоматическими миксерами оператор должен понимать, что он делает. Помню, как сменный мастер, чтобы ускорить схватывание в прохладном цеху, самовольно увеличил дозу отвердителя. Результат — стержни были хрупкими как стекло, крошились при транспортировке. Новые технологии — это еще и новые требования к квалификации персонала.
Будущее: куда двигаться?
Если говорить о перспективах, то я не жду какого-то прорыва, который перевернет все с ног на голову. Эволюция будет продолжаться в сторону еще большей специализации. Уже сейчас видны запросы на смолы с пониженным газовыделением для критичных отливок или составы, позволяющие легко регенерировать песок после выбивки. Это и есть инновации в промышленных материалах.
Большой потенциал — в цифровизации. Не просто контроль параметров смешивания, а интеграция данных о партии смолы, параметрах приготовления смеси, термоцикле стержня и, в итоге, качестве отливки в единую систему. Это позволит не просто констатировать брак, а прогнозировать и предупреждать его, устанавливая четкие причинно-следственные связи. Для такого анализа нужны очень честные и стабильные материалы.
В конечном счете, новые технологии литья фурановой смолой — это путь к предсказуемости и стабильности. Цель — не сделать еще прочнее любой ценой, а добиться, чтобы каждая отливка в партии была идентична предыдущей, с минимальными отклонениями. И в этом смысле, качественные материалы от компаний, которые, как ООО Шаньдун Баофэн, стремятся предоставлять клиентам превосходные решения, — это не расходка, а основа технологического процесса. Без этого фундамента все разговоры о новых технологиях так и останутся разговорами.
Вместо заключения: субъективный итог
Так стоит ли овчинка выделки? Смотря какая овчинка. Если ваш продукт — это рядовое литье, где допуски широкие, а металл неагрессивен, возможно, нет. Но если вы боретесь за каждый процент выхода годного в сложном сегменте, то игнорировать современные разработки в области фурановых смол для литья просто нельзя. Это уже не материал прошлого века.
Мой совет, основанный на шишках: не гонитесь за громкими названиями. Ищите не просто поставщика смолы, а партнера, который разбирается в литье и готов погрузиться в ваши проблемы. Который предложит не стандартный каталог, а решение, возможно, включающее и фенольные смолы, и связующие для Холодной оснастки, и правильный отвердитель. Потому что успех кроется в синергии всех компонентов.
Работа с такими материалами — это постоянный поиск баланса между стоимостью, технологичностью и конечными свойствами отливки. Идеала нет. Но понимая, где сильные стороны фурановой системы, а где ее слабые места, можно выжать из нее максимум, делая действительно качественное и конкурентоспособное литье. А это, в конечном итоге, и есть главная цель любой технологии, новой или старой.