+86-15769807688






Смола щелочно фенольная: применение и тренды?
2026-03-04
Щелочно-фенольные смолы — не просто нишевый продукт, а ключевой компонент в высокотехнологичном литье, вокруг которого до сих пор существует масса недопонимания даже среди опытных технологов. Многие до сих пор путают их с обычными фенолформальдегидами, не видя принципиальной разницы в реакционной способности и, что важнее, в поведении в реальных производственных условиях. Попробую разложить по полочкам, исходя из собственного опыта и тех проблем, с которыми сталкивался лично.
Что на самом деле скрывается за термином щелочная?
Когда говорят щелочно фенольная смола, первое, что приходит в голову — это, конечно, её каталитическая природа. Но суть не просто в pH. Речь о резоле, где поликонденсация инициируется щелочным катализатором, обычно едким натром. Это даёт ту самую реактивную способность, которую так ценят в литейных цехах. Однако тут же кроется и главная ловушка: из-за остаточного катализатора смола сохраняет склонность к дальнейшим реакциям. На складе, особенно в жару, может начать дубеть прямо в бочке. Сам видел, как партию чуть не потеряли из-за несоблюдения температурного режима хранения — вязкость подскочила так, что перекачивать стало невозможно.
Именно эта остаточная активность — палка о двух концах. С одной стороны, она позволяет работать по процессу Холодная оснастка с высокой скоростью отверждения даже при комнатной температуре, что критично для производительности. С другой — требует ювелирной точности в дозировке отвердителя, обычно сложных эфиров. Малейший перекос — и либо смесь не схватится в срок, либо, наоборот, встанет колом в миксере. Тут не поспоришь, технологическая дисциплина должна быть на высоте.
Кстати, распространённое заблуждение — считать, что все щелочные смолы одинаковы. На деле, многое зависит от сырья и тонкостей синтеза. Например, продукция от ООО Шаньдун Баофэн Новые Материалы (их сайт — cn-baofeng.ru), которую мы как-то тестировали, отличалась стабильно низким содержанием свободного фенола. Это не просто паспортный показатель. На практике это означало меньше выбросов при заливке и лучшую санитарную обстановку в цеху. Компания, к слову, позиционирует себя именно как разработчика инновационных материалов для высокотехнологичных отраслей, что в их случае подтверждалось.
Где без неё действительно не обойтись? Реальные кейсы
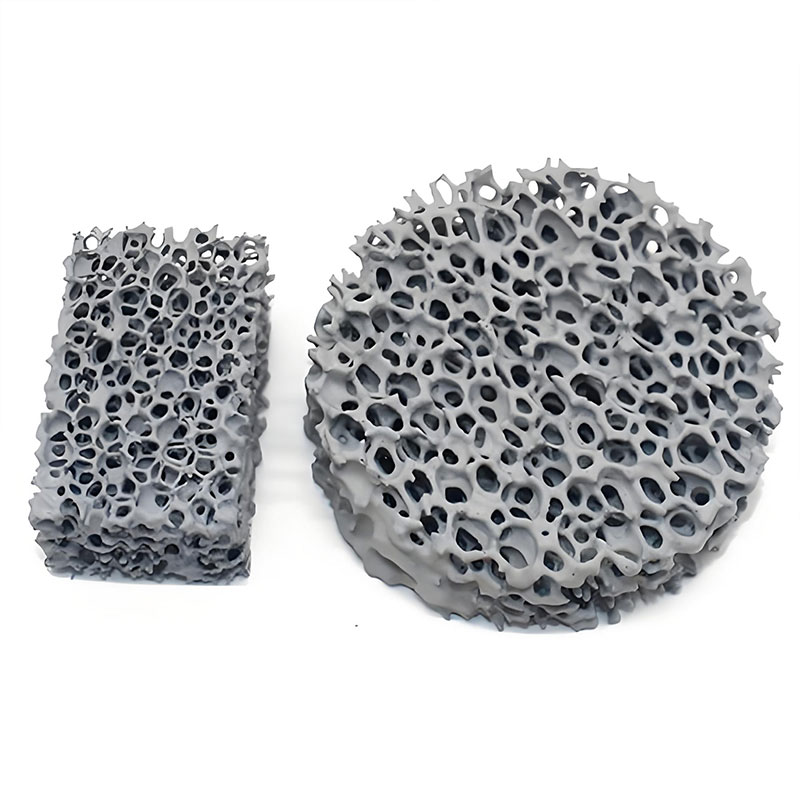
Основная ниша — это, безусловно, литьё по газифицируемым моделям (ЛГМ) и производство крупногабаритных отливок из чугуна и стали. Почему? Из-за высокой газопроницаемости форм и, что немаловажно, хорошей коляски — так в цехах называют способность формы разрушаться при выбиве. Помню проект по ветроэнергетике — отливали корпус редуктора для гондолы ветряка. Масса отливки под 5 тонн. Пробовали сначала на другой связующей системе — выбивка была кошмаром, пришлось буквально вырубать. Перешли на щелочную фенольку от проверенного поставщика — картина радикально поменялась. Форма после заливки и остывания буквально рассыпалась сама, обнажая чистую, без пригара, поверхность отливки.
Ещё один точечный, но растущий сегмент — точное литье для аэрокосмической отрасли. Требования к чистоте поверхности и металлургическому качеству тут запредельные. Щелочная смола, особенно высококачественная, с минимальным содержанием серы и азота, позволяет минимизировать риск образования газовых раковин и плен. Но здесь есть нюанс: для титановых сплавов её применение спорно, часто ищут альтернативы из-за возможного насыщения водородом. А вот для жаропрочных никелевых сплавов — один из стандартных выборов.
Набирает обороты применение в аддитивных технологиях, как ни странно. Речь о 3D-печати песчаных форм. Порошок (песок) смешивается с жидкой смолой, и слой за слоем спекается струей отвердителя. Так вот, для этого процесса нужна смола с очень специфической кинетикой — не слишком быстрой, чтобы не забивать сопла, но и не медленной, чтобы обеспечить скорость построения. Разработки в этой области идут полным ходом, и некоторые производители, включая упомянутую Баофэн, уже предлагают специализированные решения, что говорит о движении рынка в сторону высокотехнологичных приложений.
Подводные камни в применении: о чём не пишут в паспортах
Первое и самое болезненное — гигроскопичность. Смола, отверждённая щелочным катализатором, буквально любит воду. Если форму отлить по сырой или просто недостаточно просушенной оснастке, прочность на разрыв падает катастрофически. Был у меня случай на одном машиностроительном заводе: брак целой партии ответственных отливок пошел именно из-за этого. Формы стояли в цеху с высокой влажностью перед заливкой, и связующее частично гидролизовалось. Внешне всё было нормально, а при выбиве — сплошные трещины и обломы.
Второй момент — совместимость с различными видами песка. С кварцевым песком проблем обычно нет. Но если переходить на цирконовый или хромитовый для особых свойств формы (например, для уменьшения пригара), нужно обязательно проводить пробные замесы. Некоторые марки смол могут давать нестабильную прочность из-за разной кислотности поверхности зёрен. Это то, что проверяется только на практике, в лабораторных условиях не всегда смоделируешь.
И третье — экологический прессинг и логистика. Формальдегидный запах при работе — это данность. Современные разработки направлены на его снижение, но полностью от него уйти сложно. Это накладывает ограничения на вентиляцию и средства защиты рабочих. Кроме того, транспортировка и хранение требуют соблюдения температурного режима (обычно не выше 25°C), что летом в некоторых регионах становится отдельной головной болью и повышает логистические издержки.
Тренды: куда движется разработка?
Основной вектор — это, конечно, озеленение рецептур. Речь не только о снижении свободного формальдегида, но и о поиске альтернатив фенолу как сырью, хотя это крайне сложно из-за уникальных свойств ароматического ядра. Ведутся работы по частичной замене на биомассу, например, лигнин. Но пока такие разработки носят больше экспериментальный характер и сталкиваются с проблемами стабильности и конечной прочности. Внедрение идёт медленно.
Второй явный тренд — адаптация под цифровое производство. Я уже упоминал 3D-печать форм. Здесь нужны смолы с модифицированной реологией — менее вязкие для тонкого нанесения слоя, но с очень быстрым переходом золь-гель после контакта с отвердителем. Это уже не массовый продукт, а кастомизированные решения под конкретные модели принтеров. Производители, которые хотят удержаться в этом сегменте, вынуждены открывать целые R&D направления под аддитивные технологии.
Наконец, растёт спрос на гибридные или композитные связующие системы. Например, комбинация фенольных смол с элементами полиуретановых или даже неорганических связующих. Цель — нивелировать слабые стороны каждого компонента. Скажем, добавить эластичности для снижения трещинообразования или повысить термостойкость. В этом плане интересен подход компаний, которые, как ООО Шаньдун Баофэн Новые Материалы, заявляют об инновационной разработке и фокусе на предоставлении комплексных решений. Их портфолио, включающее не только смолы, но и отвердители, формальдегид, говорит о стремлении контролировать всю цепочку и предлагать клиенту не просто продукт, а технологию.
Личный взгляд и итог
Работая с этим материалом годами, пришёл к выводу, что щелочно фенольная смола — это инструмент для профессионалов, которые понимают её природу. Это не волшебный порошок, который решает все проблемы. Это система, требующая точного контроля параметров: от влажности песка до температуры в цеху и времени замеса. Её выбор — всегда компромисс между скоростью производства, качеством отливки и себестоимостью.
Сейчас рынок делится между крупными международными химическими гигантами и нишевыми игроками, которые, как китайская Баофэн, делают ставку на глубокую специализацию и гибкость. Для ответственных проектов в аэрокосмической или энергетической сфере я бы, пожалуй, всё же рекомендовал продукты проверенных временем глобальных брендов — их стабильность от партии к партии выше. Но для менее критичных, но технологически сложных задач (та же 3D-печать форм или крупное стальное литьё) имеет смысл присмотреться к специализированным поставщикам. Они часто более отзывчивы к нестандартным запросам и готовы дорабатывать продукт под конкретный процесс.
В конечном счёте, будущее за теми материалами, которые смогут сочетать приемлемую экологичность с сохранением, а лучше — улучшением, технологических свойств. И щелочно-фенольные смолы, эволюционируя, в этом будущем точно останутся, пусть и, возможно, в несколько изменённом виде. Пока что для многих задач в области высокотехнологичного машиностроения и точного литья полноценной альтернативы им просто нет.