+86-15769807688






Как отверждается щелочная фенольная смола CO?
2026-03-04
Щелочная фенольная смола CO — это не просто связующее, это целая история про температуру, время и те самые почему не затвердело, которые иногда ставят в тупик даже опытных технологов. Многие думают, что раз смола щелочная, то и отверждение у неё простое, чуть ли не при комнатной температуре. На практике всё иначе, и ключ часто лежит в понимании тонкостей процесса поликонденсации и роли того самого оксиметилена.
Что на самом деле значит щелочное отверждение
Когда говорят про щелочные фенольные смолы, часто подразумевают резольные смолы, которые способны к дальнейшему отверждению. Но с CO-модификацией картина немного меняется. Щелочная среда здесь — это катализатор на стадии синтеза, обеспечивающий конденсацию с образованием метилольных групп. А вот само отверждение готовой смолы — это уже, по сути, термическая стадия, где эти группы вступают в реакцию дальше. Если не догреть — получится липкий полутвердый гель, который никуда не годится. Я сам на этом попадался, пытаясь ускорить цикл в пресс-форме.
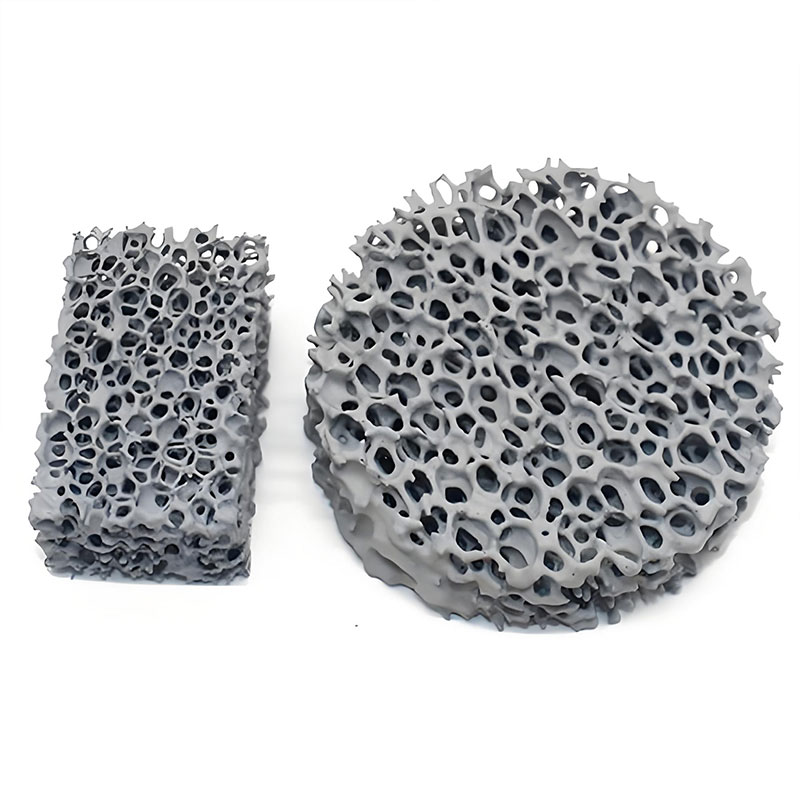
Важный нюанс — влажность. Щелочные смолы гигроскопичны, и если материал-наполнитель был плохо просушен, можно получить не только замедление отверждения, но и пузыри, раковины в отливке. Особенно критично это в точном литье, где идёт работа с керамическими оболочками. Тут уже не до экспериментов — нужен строгий контроль по цеху.
И ещё про оксиметилен. В литературе часто пишут про его роль как отвердителя. По своему опыту скажу: да, он нужен, но его количество и чистота — это отдельная песня. Недостаток — не отвердит полностью, избыток — может привести к хрупкости и повышенной газотворности. Иногда проблемы с раковинами в отливках из высоколегированной стали упирались как раз в некондиционную партию формальдегида у поставщика.
Температурный режим: где кроются типичные ошибки
Классическая ошибка — пытаться отвердить быстро, подняв температуру резко. Для щелочной фенольной смолы CO это часто путь к корочке. Поверхность схватывается, а внутри остаётся вязкая масса, потому что летучим компонентам некуда деваться. Особенно это заметно при изготовлении толстостенных изделий или при использовании в составе формовочных смесей. Оптимально — ступенчатый нагрев, с выдержкой при 80-90°C для удаления основной влаги и летучих, и потом уже подъём до 130-150°C для глубокой сшивки.
У нас был случай на производстве стержней для литья двигателей. Смола от проверенного поставщика, всё по рецепту, а стержни после сушки в печи — рыхлые, легко разрушались. Стали разбираться. Оказалось, новая смена, чтобы сэкономить время, сократила выдержку на первой ступени сушки. Смола не успела правильно структурироваться. Вернули регламент — проблема ушла. Мелочь, а влияет кардинально.
Кстати, о печах. Однородность температурного поля — это святое. Если в разных углах камеры разброс в 10-15 градусов, то и свойства отверждённого материала в партии будут плясать. Это потом вылезет в виде разной прочности стержней или колебаний газотворности. Регулярная поверка термопар и ревизия вентиляции — must have.
Влияние наполнителей и модификаторов
Сама по себе смола — это одно. Но в 99% случаев её используют в композиции. Песок, керамическая мука, графит — каждый наполнитель ведёт себя по-своему. Кислые наполнители могут нейтрализовать щелочную среду и затормозить реакцию. Поэтому для фенольных смол холодного отверждения так важен выбор нейтрального или слабощелочного наполнителя.
Работая с композитами для аддитивного производства (3D-печать песчаных форм), столкнулись с интересным эффектом. Для повышения текучести песчаной смеси добавляли специальные поверхностно-активные вещества. И в какой-то момент отверждение стало неравномерным. Пришлось совместно с технологами подбирать тип и дозировку ПАВ, который не блокировал бы активные центры на поверхности смолы. Это к вопросу о том, что модификаторы — это не всегда благо.
Здесь можно упомянуть опыт коллег из ООО Шаньдун Баофэн Новые Материалы. На их сайте cn-baofeng.ru видно, что они глубоко погружены в тему смоляных материалов. В описании компании акцент сделан на инновациях и предоставлении комплексных решений для высокотехнологичных отраслей, включая аэрокосмическое литьё и ветроэнергетику. Это как раз те области, где требования к процессу отверждения и стабильности свойств связующего — максимально жёсткие. Их подход к разработке специализированных связующих для процесса Холодная оснастка, вероятно, учитывает все эти тонкости взаимодействия смолы с различными наполнителями и условиями эксплуатации.
Практические наблюдения: от лаборатории до цеха
В лаборатории всё идеально: чистая смола, точный термошкаф, образец-таблетка. В цехе — пыль, колебания напряжения, человеческий фактор. Одно из самых ярких наблюдений: смола из новой партии может вести себя иначе, даже если паспортные данные те же. Видимо, сказываются нюансы синтеза на заводе-изготовителе. Поэтому всегда, прежде чем запускать в основную смесь, делаем пробный замес и гоняем тестовый стержень. Это страхует от брака.
Ещё момент — старение смолы. Щелочные смолы, особенно в тёплом цеху, со временем могут повышать вязкость. Это влияет на её смачивающую способность. Если взяли бочку, которая стояла пару месяцев в углу, и не проверили вязкость, можно получить плохое покрытие зёрен песка и, как следствие, падение прочности. Хранение в прохладном месте — простое, но важное правило.
И о безопасности. Пары при отверждении — это в основном фенол и формальдегид. Хорошая вытяжка на участке сушки — это не просто соблюдение ТБ, это ещё и стабильность процесса. Если пары не удаляются, они могут конденсироваться на более холодных частях оборудования, а потом капать обратно в форму, создавая очаги непрореагировавшей смолы. Видел такое на старом производстве.
К чему приводят отклонения: анализ неудач
Был у нас проект по отливке ответственного корпуса из чугуна. Стержни делали на щелочной фенольной смоле с ускоренным циклом отверждения. Всё шло хорошо, пока не начался серийный выпуск. Внезапно в партии появились стержни с маслянистым налётом на поверхности после сушки. Отливки пошли с газовыми раковинами именно в местах контакта с этими стержнями.
Стали копать. Оказалось, что для ускорения цикла в смолу добавили модификатор-ускоритель от другого поставщика. Он вступил в конфликт со стартовой щелочной системой смолы, что привело к частичному выделению низкомолекулярных фракций (тот самый пот) на поверхность. Эти фракции при заливке кипели, давая газ. Вывод: любые эксперименты с рецептурой нужно проводить плавно и с полным тестированием на всех этапах.
Другой пример — попытка сэкономить на отвердителе. Не наш, а знакомого производства. Решили, раз смола щелочная, то можно немного уменьшить долю оксиметилена. Вроде бы отверждалось, прочность на разрыв образцов была почти в норме. Но при литье алюминия с высокой температурой форма начала потеть и разрушаться. Недоотверждённая смола в глубине массы не выдержала термического удара. Экономия обернулась браком и остановкой линии.
В итоге, возвращаясь к началу: отверждение щелочной фенольной смолы CO — это управляемый процесс, где важно всё: от качества сырья и точности дозировок до температурного графика и условий в цехе. Это не магия, а совокупность знаний и внимания к деталям, которые приходят, к сожалению, часто через подобные ошибки. Как раз поэтому решения от специализированных компаний, которые не просто продают смолу, а глубоко вникают в технологию её применения, как та же Баофэн, становятся всё более востребованными в сложных отраслях. Они уже прошли часть этих ошибок за тебя и поставляют материал, адаптированный под конкретные, в том числе экстремальные, условия эксплуатации.